Методы оптимизации ориентированного сетевого графа для получения минимальной трудоемкости технологического процесса.
Оптимальным технологическим процессом называется такой процесс, который при заданном качестве изготовления изделия характеризуется минимальной себестоимостью. Себестоимость изготовления продукции определяется числом бригад исполнителей и продолжительностью технологического цикла.
Рассмотрим оптимизацию ориентированного сетевого графа. Для анализируемого ориентированного сетевого графа можно сделать следующие выводы:
1. Необходимое число бригад исполнителей определяется по числу разветвлений сетевого графа, что при определенных условиях может привести к их большому количеству и, как следствие, увеличению себестоимости изготовления продукции;
2. Продолжительность технологического цикла запроектированного технологического процесса определяется трудоемкостью технологических операций критического пути;
3. Оптимизируемая продолжительность технологического цикла соответствует бригаде 1, которая работает по критическому пути ориентированного сетевого графа. Для всех остальных бригад, привлекаемых для реализации запроектированного технологического процесса, характерен большой резерв времени.
След-но, для оптимизации технологического процесса по критерию продолжительности технологического цикла и минимума себестоимости целесообразно выполнить следующие этапы:
1. При проектировании данного технологического процесса максимально уменьшить общее число бригад исполнителей. Для этого при соответствующей квалификации бригады исполнителей необходимо объединить технологические операции, которые характеризуются максимальными резервами времени;
2.Для уменьшения продолжительности технологического цикла целесообразно увеличить число бригад исполнителей на критическом пути сетевого графа;
3. Для реализации принципа непрерывности запроектированного технологического процесса необходимо обеспечить нулевые резервы времени у всех бригад исполнителей.
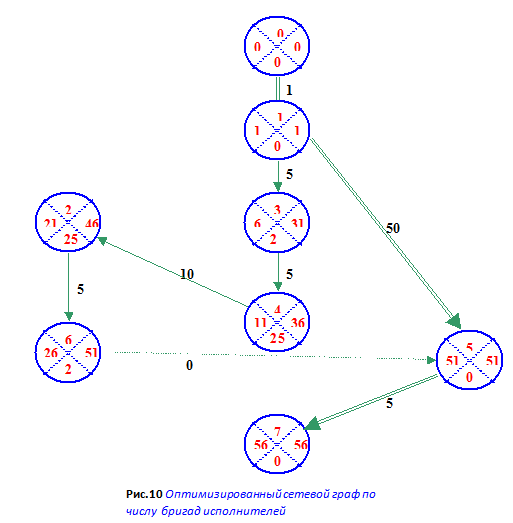
Выполним оптимизацию сетевого графа на основании приведенных выше принципов. Оптимизированный сетевой граф при мин. числе бригад исполнителей приведен на следующем рисунке.
|
Рис.10 Оптимизированный сетевой граф по числу бригад исполнителей |
Основные отличия оптимизированного сетевого графа от исходного заключаются в следующем:
1. В запроектированном технологическом процессе участвуют только две бригады исполнителей;
2. Технологическая операция 7, расположенная на критическом пути сетевого графа, выполняется двумя бригадами исполнителей;
3. Технологический цикл составил 56 дней. Относительно исходного ориентированного сетевого графа он уменьшился на 5 дней или 8%;
4.Большой резерв времени в 25 дней для начала выполнения бригадой №2 7 технологической операции. Таким образом, в запроектированном варианте не реализован принцип непрерывности технологического процесса.
Распределение операций по бригадам
Табл.5
|
№ бригады |
Номера операций |
Т |
R |
|
1 |
2 |
3 |
4 |
|
1 |
1,5,7 |
56 |
0 |
|
2 |
3,4,2,6,7 |
30 |
25 |
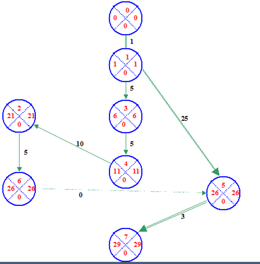
След-о, незначительное сокращение технологического цикла и нарушение принципа непрерывности обусловливает неудовлетворительное качество оптимизации запроектированного технологического процесса.
Для макс. сокращения технологического цикла целесообразно увеличение числа бригад исполнителей на выполнение технологических операций по критическому пути сетевого графа.
В результате оптимизации технологический цикл составил 29 дней. Таким образом, относительно исходного ориентированного сетевого графа технологический цикл сократился на 32 дня. Следовательно, результаты оптимизации следует признать хорошими.
Трудоемкость по оптимизированному графу
Табл.6
|
№ операции |
Код |
Т |
К |
ТО |
|
1 |
2 |
3 |
4 |
5 |
|
1 |
0-1 |
1 |
1 |
1 |
|
3 |
1-3 |
5 |
1 |
5 |
|
4 |
3-4 |
5 |
1 |
5 |
|
2 |
4-2 |
10 |
1 |
10 |
|
6 |
2-6 |
5 |
1 |
5 |
|
5 |
1-5 |
50 |
1 |
50 |
|
7 |
5-7 |
10 |
2 |
5 |
Отличительной особенностью данного оптимизированного сетевого графа являются нулевые резервы времени по всем запроектированным технологическим операциям. Следовательно, на данном оптимизированном сетевом графе отсутствует критический путь и в полной мере реализован как принцип параллельности, так и непрерывности запроектированного технологического процесса. Тем не менее при такой, идеальной на первый взгляд, оптимизации необходимо учесть следующие сопутствующие факторы:
1. Наличие соответствующего технологического оборудования (иначе привлечение дополнительных бригад исполнителей приведет к необходимости аренды, что связано с дополнительными расходами);
2. Наличие исполнителей соответствующей квалификации.